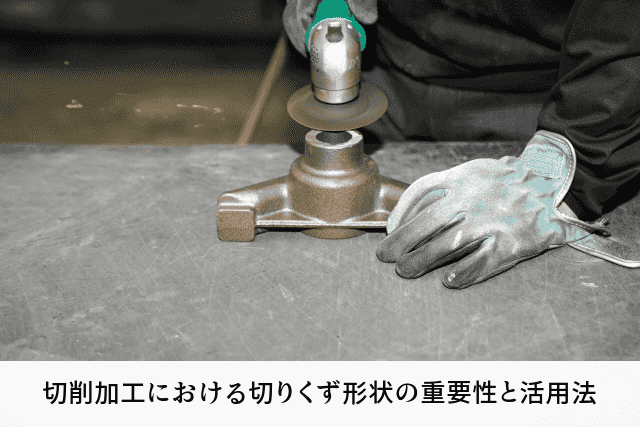
旋盤加工と切削加工の違いを詳しく解説した記事です。それぞれの加工方法の特徴や使用する工具、適した加工品まで幅広く紹介しています。金属加工を依頼する際、どちらの加工方法が最適なのか悩んでいませんか?


プラスチック切削加工は、固体のプラスチック材料から不要な部分を削り取ることで、目的の形状や寸法を作り出す加工方法です。この技術は製造業において非常に重要な位置を占めており、特に高精度な製品や少量生産に適しています。
切削加工の基本原理は、回転する工具や固定された刃物を使って素材を削り取ることです。プラスチック素材は金属に比べて柔らかく、熱に弱いという特性があるため、切削条件の設定には特別な配慮が必要です。
プラスチック切削加工とは、素材を機械的に削り取ることによって所定の形状や寸法を作り出す加工方法です。この技術は製品製造において、寸法精度や表面の仕上がりを高めるために不可欠です。
主な特徴としては以下が挙げられます:
プラスチック切削加工は、旋盤、フライス盤、ボール盤、マシニングセンターなどの工作機械を用いて行われます。特にCNC(コンピュータ数値制御)機械の発展により、高速かつ高精度な加工が可能となり、多様な製品ニーズに対応できるようになりました。
プラスチック切削加工で使用される主な工作機械には、以下のようなものがあります:
1. NC旋盤(数値制御旋盤)
NC旋盤はコンピューター制御で高度な切削加工を行う工作機械です。回転する素材に刃を当てて削り出し、精密な円筒形状を実現します。シャフトのような自動車部品やネジ切りなどの加工に適しています。
2. フライス盤
フライス盤は刃物を回転させて材料を削る工作機械です。フライスやエンドミル、ドリルといった切削工具を用いて平面や段差、溝などの加工を行います。平面加工や溝加工に優れています。
3. マシニングセンター
マシニングセンターはコンピューター制御で回転工具を扱い、フライス削り、中ぐり、穴あけ、ねじ立てなど複数の切削加工を自動的に行う多機能工作機械です。工具の自動交換機能を備えており、複雑な形状の加工に適しています。
4. ルーター
ルーター加工機は板状の素材をテーブルに固定し、切断や溝などの加工を行います。プログラムによる精密な制御が可能で、装飾的な彫刻や複雑な輪郭の切り出しに適しています。
プラスチック切削加工において、適切な素材選びは最終製品の品質や性能に大きく影響します。素材選びの主なポイントは以下の通りです:
1. 機械的特性による選定
2. 環境条件による選定
3. 加工性による選定
4. コストと入手性
素材選びの際は、製品の用途や要求特性、加工方法、コストなどを総合的に考慮することが重要です。
プラスチック切削加工において、熱管理は金属加工以上に重要な要素です。プラスチックは金属に比べて熱伝導率が低く、熱膨張係数が高いため、加工中の発熱が製品精度に大きく影響します。
熱による問題点:
効果的な熱管理技術:
熱管理を適切に行うことで、高精度な製品を安定して生産することが可能になります。特に精密部品や透明部品の加工では、熱管理が品質を左右する決定的な要因となります。
プラスチック切削加工の分野では、従来の金属加工技術をベースにしながらも、プラスチック特有の性質に対応した独自の技術革新が進んでいます。これらの技術進化により、より高品質で複雑なプラスチック部品の製造が可能になっています。
最新の切削技術:
超音波振動を工具に付加することで、切削抵抗を低減し、熱発生を抑制する技術です。特に硬質プラスチックや繊維強化プラスチックの加工に効果的で、バリの発生を大幅に減少させることができます。
液体窒素などの極低温冷媒を用いて、切削点を冷却する技術です。熱に弱いプラスチックでも変形なく高速切削が可能になり、生産性と精度を両立させることができます。
切削加工とレーザー加工を組み合わせたハイブリッド加工機が開発されています。レーザーで微細形状を加工し、切削で高精度な仕上げを行うなど、それぞれの利点を活かした加工が可能です。
人工知能を活用して、プラスチックの種類や形状に応じた最適な切削条件を自動的に導き出すシステムが実用化されています。経験の少ないオペレーターでも高品質な加工が可能になります。
5軸同時制御のCNCマシンの普及により、複雑な3次元形状のプラスチック部品を一度の段取りで加工できるようになりました。医療機器や航空宇宙部品などの高付加価値製品の製造に活用されています。
これらの技術革新により、プラスチック切削加工の適用範囲は着実に拡大しています。特に医療機器、光学部品、精密機器などの分野では、他の加工方法では実現困難な高精度・高品質なプラスチック部品の製造が可能になっています。
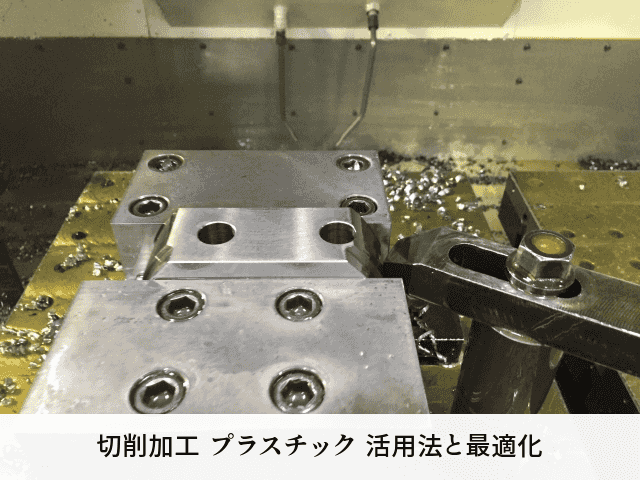
プラスチック切削加工は、適切に活用することで多くのビジネスチャンスを生み出します。ここでは、その戦略的活用法と加工条件の最適化について詳しく解説します。
プラスチック切削加工には、他の加工方法と比較して様々なメリットとデメリットがあります。これらを理解することで、最適な加工方法の選択が可能になります。
メリット:
デメリット:
これらのメリット・デメリットを考慮し、製品の要求仕様、生産数量、コスト、納期などを総合的に判断して最適な加工方法を選択することが重要です。
プラスチック切削加工における条件の最適化は、工程の効率化と製品品質の向上に直結します。適切な切削条件を設定することで、加工時間の短縮と製品の仕上がり向上を同時に実現できます。
最適化すべき主要パラメータ: