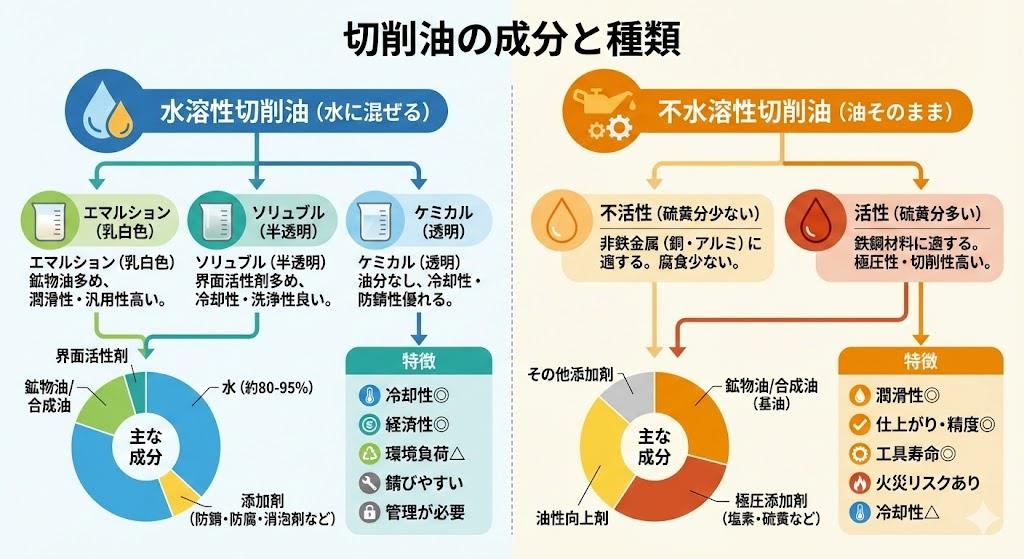
切削油剤の成分構成と種類による特性の違いを詳しく解説します。水溶性と不水溶性の違いや各成分の役割、最適な選定方法まで網羅的に紹介。あなたの加工現場に最適な切削油はどれでしょうか?
炭素鋼は、鉄と炭素を主成分とする合金鋼です。一般的に炭素含有量が0.03%~2.0%の範囲で、その含有量によって軟鋼、中炭素鋼、高炭素鋼に分類されます。炭素含有量が増えるほど硬度と強度が上がりますが、その分、加工性や溶接性は低下する傾向があります。
炭素鋼の代表的な種類としては、SS400(一般構造用圧延鋼材)やS45C(機械構造用炭素鋼)などがあります。特にS45Cは機械構造用の炭素鋼鋼材として最もポピュラーな材料の一つで、炭素を約0.45%含んでいます。熱処理により機械的性質を向上させることができ、焼入れや焼き戻しなどの処理が可能です。
炭素鋼の主な特徴は以下の通りです。
炭素鋼は自動車部品、建築材料、機械部品など幅広い用途に使用されています。コストパフォーマンスに優れているため、特殊な環境でなければ最初に検討される材料と言えるでしょう。
ステンレス鋼は、鉄を主成分とし、炭素を1.2%以下、クロムを10.5%以上含んでいる合金鋼です。英語では「stainless steel」と表記され、「stainless」は「錆びない」という意味を持っています。ステンレス鋼が錆に強いのは、表面に不動態被膜という非常に薄い膜を形成しているからです。
クロムは鉄よりも酸素と結びつきやすい性質を持っており、鉄が酸化するより先にクロムが酸化し、不動態被膜を形成して鋼の表面を覆います。この被膜が酸素や水分から内部の鉄を保護するため、ステンレス鋼は高い耐食性を示します。
ステンレス鋼は金属組織の違いにより、主に以下の5種類に分類されます。
ステンレス鋼は「SUS」の後に数字が続く形で表記され、300番台はオーステナイト系、400番台はフェライト系またはマルテンサイト系を示します。
炭素鋼とステンレス鋼の溶接は、両者の性質の違いから特別な配慮が必要です。これを「異材溶接」と呼び、金属加工の現場では重要な技術となっています。
まず、炭素鋼とステンレス鋼を溶接する際の主な課題は以下の点です。
異材溶接を成功させるためには、シェフラー組織図を活用することが有効です。この図は溶接金属中の相バランスを示しており、Ni当量とCr当量から健全な溶接金属を形成できる安全組成域を特定できます。
溶接材料の選択では、通常、309系のオーステナイト系ステンレス鋼溶接材料が用いられます。これにより、適切な溶込み率(約10~35%)で安全な溶接金属を得ることができます。溶込み率が大きすぎると、溶接金属中のCr、Ni量が低下し、マルテンサイトが析出して脆くなる危険性があります。
施工上の注意点としては、炭素鋼側の溶込みを制御することが重要です。炭素鋼はステンレス鋼に比べて電気抵抗が小さく熱伝導率が大きいため、アーク電流は炭素鋼側に流れやすく、炭素鋼側の溶込みが大きくなる傾向があります。そのため、溶接トーチの狙い位置の設定や溶込みの制御が重要となります。
溶込み制御が困難な場合は、炭素鋼側にバタリング溶接(肉盛り溶接)を施してから本溶接を行う方法も有効です。これにより、異種金属間の直接的な溶接を避け、より安定した継手を得ることができます。
炭素鋼とステンレス鋼は加工性において顕著な違いがあり、金属加工の現場ではこの特性の違いを理解することが重要です。
炭素鋼の加工性。
ステンレス鋼の加工性。
ステンレス鋼を加工する際の具体的な注意点としては、以下が挙げられます。
特にオーステナイト系ステンレス鋼は加工硬化が顕著であるため、一度の切削で深く削るよりも、複数回に分けて少しずつ削る方が効率的な場合があります。また、フェライト系やマルテンサイト系は比較的加工しやすいものの、硬度が高いため工具の選定には注意が必要です。
水素脆化(すいそぜいか)は、金属材料内に水素が侵入することで強度や靭性が低下する現象です。特にステンレス鋼は水素脆化を起こしやすい材料として知られています。炭素鋼と比較しながら、水素脆化のメカニズムと対策について詳しく見ていきましょう。
水素脆化のメカニズム。
水素原子は非常に小さいため、金属結晶格子内に容易に侵入します。侵入した水素は金属内部で分子を形成したり、結晶粒界に集まったりして、内部応力を発生させます。これにより、金属の延性が低下し、通常なら塑性変形するはずの応力レベルで突然破壊が起こる現象が水素脆化です。
炭素鋼の水素脆化。
炭素鋼も水素脆化を起こしますが、ステンレス鋼ほど顕著ではありません。炭素鋼の場合、水素は主に溶接や酸洗い、電気めっきなどの工程で侵入します。高強度の炭素鋼ほど水素脆化の影響を受けやすい傾向があります。
ステンレス鋼の水素脆化。
ステンレス鋼、特にオーステナイト系ステンレス鋼は、水素の拡散速度が遅いため、一度侵入した水素が長期間材料内に留まります。これにより、時間依存型の破壊(遅れ破壊)が発生することがあります。また、マルテンサイト系ステンレス鋼は高強度であるため、水素脆化に対して特に敏感です。
水素脆化対策。
水素を含む可能性のある加工後、材料を190℃~220℃で2~24時間加熱することで、材料内の水素を放出させます。特にステンレス鋼の場合、この処理は非常に効果的です。
低水素系の溶接棒を使用し、予熱や後熱処理を適切に行うことで、溶接部への水素侵入を最小限に抑えることができます。
酸洗いやめっきなどの表面処理工程では、水素発生を抑制する添加剤を使用したり、処理後すぐにベーキングを行ったりすることが有効です。
水素環境で使用する場合は、水素脆化に強い材料(例:低強度のオーステナイト系ステンレス鋼)を選択することが重要です。
設計段階で応力集中を避け、残留応力を低減することで、水素脆化による破壊のリスクを減らすことができます。
水素脆化は一度発生すると修復が困難なため、予防が最も重要です。特に高強度材料や重要な構造部材では、水素脆化対策を設計・製造の初期段階から考慮することが必要です。
炭素鋼は安価で加工性に優れていますが、耐食性に劣るという欠点があります。一方、ステンレス鋼は耐食性に優れていますが、コストが高いという課題があります。この両者の長所を組み合わせる方法として、炭素鋼の表面をステンレス化する表面改質技術が注目されています。
クラッディング(肉盛り溶接)。
クラッディングは、炭素鋼の表面にステンレス鋼を溶接で肉盛りする技術です。TIG溶接、MIG溶接、サブマージアーク溶接などの方法があります。この技術により、炭素鋼の強度とステンレス鋼の耐食性を兼ね備えた複合材料を作ることができます。化学プラントや発電所の圧力容器など、高い耐食性と強度が同時に求められる用途に適しています。
オーバーレイ溶接。
オーバーレイ溶接は、クラッディングの一種で、より広い面積に均一な厚さでステンレス層を形成する技術です。大型の圧力容器や熱交換器の内面に適用されることが多く、耐食性と耐摩耗性を向上させます。
拡散接合。
拡散接合は、炭素鋼とステンレス鋼を高温・高圧下で密着させ、原子の拡散によって接合する技術です。溶接と異なり、溶融層がないため、界面での金属間化合物の生成が少なく、優れた接合強度が得られます。熱交換器や複合パイプなどに応用されています。
表面窒化・浸炭処理。
窒化や浸炭処理は、炭素鋼の表面に窒素や炭素を拡散させることで、表面硬度と耐食性を向上させる技術です。特に、低温プラズマ窒化処理は、ステンレス鋼に匹敵する耐食性を炭素鋼に付与することができます。この処理は、自動車部品や工具などに広く応用されています。
PVD/CVDコーティング。
物理蒸着法(PVD)や化学蒸着法(CVD)は、炭素鋼の表面に極薄のクロムやクロム窒化物などの膜を形成する技術です。これにより、ステンレス鋼に近い耐食性を付与することができます。装飾用途や軽度の耐食性が求められる部品に適しています。
複合めっき。
ニッケル-クロムめっきなどの複合めっきは、炭素鋼の表面に耐食性層を形成する伝統的な方法です。めっき層の厚さや組成を調整することで、様々な環境に対応した耐食性を付与することができます。自動車部品や家電製品などに広く使用されています。
これらの表面改質技術は、用途や要求される性能に応じて選択されます。例えば、高温・高圧環境では溶接クラッディングが、装飾用途ではPVDコーティングが適しているといった具合です。適切な表面改質技術を選択することで、コスト効率良く必要な性能を持つ部品を製造することが可能になります。
表面改質技術の詳細と応用例について解説されています
炭素鋼とステンレス鋼の特性を理解し、適切な加工方法や表面処理技術を選択することで、コスト効率の良い製品設計が可能になります。特に、両者の長所を組み合わせる複合技術は、今後ますます重要性を増していくでしょう。