切削油の成分と種類
![切削油の成分と種類]()
切削油の基本情報
🔧
主な種類
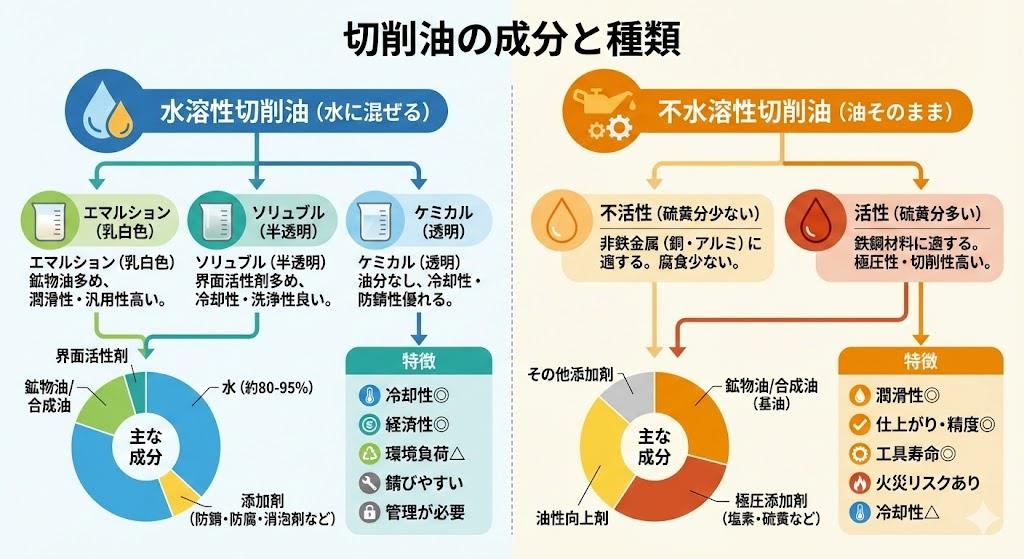
水溶性切削油剤と不水溶性切削油剤の2種類に大別されます
💧
水溶性切削油の特徴
冷却性に優れ、発火の心配が少なく、水で希釈して使用します
🛢️
不水溶性切削油の特徴
潤滑性に優れ、原液をそのまま使用しますが、火災リスクがあります
切削油の基本的な役割と働き
切削油は金属加工において非常に重要な役割を果たしています。その主な働きは以下の5つに分類されます。
- 潤滑作用: 金属部材と工具の間の摩擦を低減し、工具の寿命を延ばします。特に高負荷の切削作業では、この潤滑作用が工具の摩耗を大幅に抑制します。
- 抗溶着作用: 構成刃先(切削によって工具の刃先に部材の削りカスがくっつく現象)の発生を防止します。これにより加工精度の低下を防ぎ、高品質な仕上がりを実現します。
- 冷却作用: 切削時に発生する熱を効率的に吸収・放散し、工具や加工部材の熱膨張による寸法変化を抑えます。精密加工においては、この冷却効果が加工精度を左右する重要な要素となります。
- 錆止め作用: 金属表面を油膜で覆うことで空気や水分との接触を防ぎ、錆の発生を抑制します。これにより工具や加工部品の品質維持に貢献します。
- 洗浄作用: 切削時に発生する金属の破片(切りくず)が飛び散るのを防ぎ、作業環境を清潔に保ちます。また、切削点から切りくずを効率的に排出することで、加工精度の向上にも寄与します。
これらの働きにより、切削油は加工精度の向上、工具寿命の延長、作業効率の改善など、金属加工における多くのメリットをもたらしています。
切削油の主要成分と各成分の役割
切削油は複数の成分から構成されており、それぞれが特定の役割を担っています。主要な成分とその機能を詳しく見ていきましょう。
ベースオイル
切削油の基本となる成分で、他の添加剤を溶解・分散させる媒体として機能します。不水溶性切削油では主に鉱油(石油由来)が使用され、水溶性切削油では水と鉱油の組み合わせが基本となります。ベースオイルの種類や品質は切削油の基本性能を大きく左右します。
油性剤
主に動植物系油脂やエステル類が使用され、金属表面に吸着して潤滑膜を形成します。油性剤の特徴は、分子の末端に極性基を持つ長い炭化水素鎖構造にあります。この極性基が金属表面に強く吸着し、緻密な潤滑膜を形成することで摩擦を低減します。特に比較的低温・低圧の境界潤滑領域で効果を発揮します。
極圧添加剤
高温・高圧条件下で活性化し、金属表面と化学反応して保護膜を形成する成分です。主に硫黄系、リン系、塩素系の化合物が使用されます。特に切削工具のすくい面では温度が500℃を超えることもあり、このような過酷な条件下では油性剤だけでは十分な潤滑効果が得られないため、極圧添加剤が重要な役割を果たします。
硫黄系極圧添加剤は金属表面と反応して硫化鉄の潤滑膜を形成し、優れた潤滑効果を発揮します。ただし、活性タイプの硫黄系添加剤は銅や銅合金を変色させる性質があるため、加工材料に応じた選択が必要です。
界面活性剤(水溶性切削油のみ)
水と油を混合させる「可溶化」機能を持ち、水溶性切削油において重要な役割を果たします。親水性と親油性の両方の性質を持つ分子構造により、水と油を安定的に混合させることができます。また、洗浄作用も持ち合わせており、切りくずや汚れの除去にも貢献します。
防錆剤(特に水溶性切削油で重要)
加工材料や機械設備の錆を防止する成分です。水溶性切削油では水分による錆の発生リスクが高いため、特に重要な添加剤となります。
防腐剤(水溶性切削油のみ)
水溶性切削油は微生物が繁殖しやすく、腐敗や悪臭の原因となるため、これを防止するための添加剤です。適切な防腐剤の配合により、切削油の長期使用が可能になります。
酸化防止剤
切削油の酸化劣化を防止し、長期間の使用を可能にする添加剤です。特に高温環境での使用や長期保管時に効果を発揮します。
これらの成分がバランスよく配合されることで、切削油は様々な加工条件に対応できる優れた性能を発揮します。加工材料や加工方法に応じて、これらの成分の配合比率を調整することで、最適な切削油が製造されています。
水溶性切削油と不水溶性切削油の成分の違い
水溶性切削油と不水溶性切削油は、その成分構成に大きな違いがあります。それぞれの特徴を詳しく比較してみましょう。
不水溶性切削油の成分構成
不水溶性切削油(油性切削油)は、主に以下の成分から構成されています。
- 鉱油(ベースオイル): 石油由来の炭化水素油で、切削油の基本となる成分です。熱安定性に優れており、全体の60~90%を占めます。
- 動植物系油脂: 摺動性(すべり性)や浸透性に優れた成分で、金属表面への吸着性が高く、優れた潤滑効果を発揮します。
- 極圧添加剤: 重切削加工時に必要となる成分で、主に硫黄系、リン系の化合物が使用されます。高温・高圧下で金属表面と化学反応し、保護膜を形成します。
- 酸化防止剤: 切削油の酸化劣化を防止し、長期使用を可能にします。
- 防錆剤: 加工材料や機械の錆を防止します。
不水溶性切削油は原液をそのまま使用するため、水を含まず、上記の成分がバランスよく配合されています。加工の種類や対象材料によって、これらの成分の配合比率が調整されます。
水溶性切削油の成分構成
水溶性切削油は、原液を水で希釈して使用するため、不水溶性切削油とは異なる成分構成となっています。
- 水: 希釈後の主成分となり、優れた冷却効果をもたらします。
- 鉱油/合成潤滑剤: 種類によって含有量が異なり、A1種(エマルション)では30~60%、A2種(ソリュブル)では10~30%、A3種(ソリューション)ではほとんど含まれないか、合成潤滑剤に置き換えられています。
- 界面活性剤: 水と油を混合させるために不可欠な成分で、乳化や可溶化の機能を持ちます。また、洗浄効果も発揮します。
- 防錆剤: 水による錆の発生を防止するため、不水溶性切削油よりも多く配合されています。
- 防腐剤: 水環境での微生物繁殖を防止し、切削油の腐敗や悪臭の発生を抑制します。
- 極圧添加剤: 重切削加工用の水溶性切削油には、硫黄系やリン系の極圧添加剤が添加されています。
- pH調整剤: 適切なpH値を維持し、金属腐食を防止します。
主な違いと特徴
- 水の有無: 最も大きな違いは水の使用の有無です。水溶性切削油は水で希釈して使用するため、冷却性に優れる一方、不水溶性切削油は水を含まないため潤滑性に優れています。
- 界面活性剤: 水溶性切削油には必須の成分ですが、不水溶性切削油には含まれません。
- 防腐剤: 水溶性切削油特有の成分で、微生物による腐敗を防止します。
- 防錆性能: 不水溶性切削油は本質的に防錆性が高いですが、水溶性切削油は水による錆のリスクがあるため、多くの防錆剤が配合されています。
- 成分割合: 不水溶性切削油は鉱油や油脂が主成分ですが、水溶性切削油は種類によって鉱油含有量が大きく異なります。
これらの成分の違いにより、水溶性切削油と不水溶性切削油はそれぞれ異なる特性を持ち、加工条件や材料に応じて使い分けられています。
水溶性切削油の種類と成分による特性
水溶性切削油は、その成分構成によってA1種(エマルション)、A2種(ソリュブル)、A3種(ソリューション)の3種類に分類されます。それぞれの特徴と成分による特性を詳しく見ていきましょう。
A1種(エマルション)
A1種は鉱油や脂肪油などの水に溶けない成分と、それらを乳化させるための界面活性剤を主成分としています。
- 成分構成: 鉱油(30~60%)、界面活性剤(5~15%)、防錆剤、防腐剤など
- 外観特性: 水で希釈すると乳白色になります
- 潤滑性能: 水溶性切削油の中で最も潤滑性に優れています
- 適した加工: 鋳鉄、非鉄金属(アルミ合金、銅合金)、鋼の切削加工など、潤滑性が重視される加工に適しています
- 特徴: 極圧添加剤を含有するタイプは、鋼の低速切削などの重切削加工にも使用できます
エマルションタイプは、油分が多いため潤滑性が高く、摩擦低減効果に優れています。そのため、工具寿命の延長や加工面の品質向上に効果的です。ただし、冷却性はA2種やA3種と比較するとやや劣ります。
A2種(ソリュブル)
A2種は界面活性剤のみ、または水に溶ける成分と溶けない成分を混合した製品です。
- 成分構成: 鉱油(10~30%)、界面活性剤(10~20%)、防錆剤、防腐剤など
- 外観特性: 水で希釈すると半透明から透明になります
- 潤滑・冷却バランス: 潤滑性と冷却性のバランスが良好です
- 洗浄性能: 洗浄性能に優れています
- 適した加工: 様々な加工に対応できる汎用性の高さが特徴で、一般的な切削加工から研削加工まで幅広く使用されます
ソリュブルタイプは、エマルションとソリューションの中間的な性能を持ち、バランスの良さから最も広く使用されている水溶性切削油です。潤滑性と冷却性のバランスが取れているため、多くの加工条件に対応できます。
A3種(ソリューション)
A3種は水に溶ける成分のみから作られた製品です。
- 成分構成: 合成潤滑剤(5~15%)、界面活性剤(5~15%)、防錆剤、防腐剤など(鉱油をほとんど含まないか、合成潤滑剤に置き換えられています)
- 外観特性: 水で希釈すると完全に透明になります(一般的には緑色に着色されています)
- 冷却性能: 冷却性能に最も優れています
- 泡立ち抑制: 加工時の泡発生を抑制する特性があります
- 適した加工: 研削加工や軽切削加工に適しています
ソリューションタイプは、鉱油をほとんど含まないか、合成潤滑剤に置き換えられているため、透明度が高く、冷却性と洗浄性に優れています。特に高速研削加工など、熱の発生が問題となる加工に適しています。
水溶性切削油の選定ポイント
水溶性切削油を選ぶ際は、以下のポイントを考慮することが重要です。
- 加工材料: 鋼、アルミニウム、銅など、加工する材料によって適した種類が異なります。例えば、アルミニウムの加工ではA1種(エマルション)が適していることが多いです。
- 加工方法: 切削、研削、穴あけなど、加工方法によって求められる性能が異なります。研削加工ではA3種(ソリューション)が適していることが多いです。
- 加工条件: 高速加工や重切削など、加工条件によっても最適な種類が変わります。重切削ではA1種に極圧添加剤を加えたものが効果的です。
- 環境への配慮: 最近は環境負荷の少ない成分を使用した製品も増えています。特に塩素系極圧添加剤を含まない製品が推奨されています。
水溶性切削油は、その成分構成によって特性が大きく異なるため、加工条件や材料に応じた適切な選択が重要です。また、定期的な濃度管理やpH管理を行うことで、長期間安定した性能を維持することができます。
不水溶性切削油のJIS分類と成分特性
不水溶性切削油(油性切削油)は、JIS規格によってN1種からN4種までの4つに分類されています。それぞれの種類ごとに成分構成や特性が異なり、適した加工条件も変わってきます。ここでは各種類の詳細と成分特性について解説します。
N1種(油性形)
- 成分構成: 鉱油および/または脂肪油を主成分とし、極圧添加剤を含みません。
- 号数: 1~4号に分かれており、粘度や脂肪油含有量によって区別されます。
- 特徴: 極圧添加剤を含まないため、比較的軽度な切削加工に適しています。
- 主な用途: 非鉄金属(アルミニウム、銅など)や鋳鉄の軽切削加工に使用されます。
- 潤滑メカニズム: 主に油性剤の吸着膜による潤滑効果を利用しています。
N1種は極圧添加剤を含まないシンプルな組成のため、加工材料との反応性が低く、変色などの問題が起きにくいという特徴があります。特に非鉄金属の加工では、硫黄系極圧添加剤による変色リスクがないため重宝されます。
N2種(不活性極圧形油性型)
- 成分構成: 鉱油および/または脂肪油に加え、極圧添加剤を含みます。ただし、銅板腐食が150℃で1以下という条件を満たしています。
- 号数: 1~4号に分類されています。
- 特徴: 極圧添加剤の活性が比較的低いため、銅や銅合金に対する腐食性が低い特徴があります。
- 主な用途: 鋼や合金鋼の一般的な切削加工に適しています。
- 潤滑メカニズム: 油性剤の吸着膜に加え、極圧添加剤による化学反応膜も形成されます。
N2種は、極圧性能と銅合金への影響のバランスが取れた製品で、様々な材料の加工に使用できる汎用性があります。
N3種(不活性極圧形油性型)
- 成分構成: 鉱油および/または脂肪油に加え、硫黄系極圧添加剤を含みます。銅板腐食が100℃で2以下、および150℃で2以上という条件を満たしています。
- 号数: 1~8号まであり、粘度や添加剤含有量によって区別されます。
- 特徴: N2種よりも極圧性能が高く、より負荷の大きい加工に対応できます。
- 主な用途: 鋼や合金鋼の一般切削加工、特に中程度の負荷がかかる加工に適しています。
- 潤滑メカニズム: 硫黄系極圧添加剤が高温下で分解し、金属表面と反応して硫化鉄の潤滑膜を形成します。
N3種は、N2種よりも高い極圧性能を持ちながらも、銅合金への影響が比較的抑えられているため、様々な材料の加工に使用できます。
N4種(活性極圧形油性型)