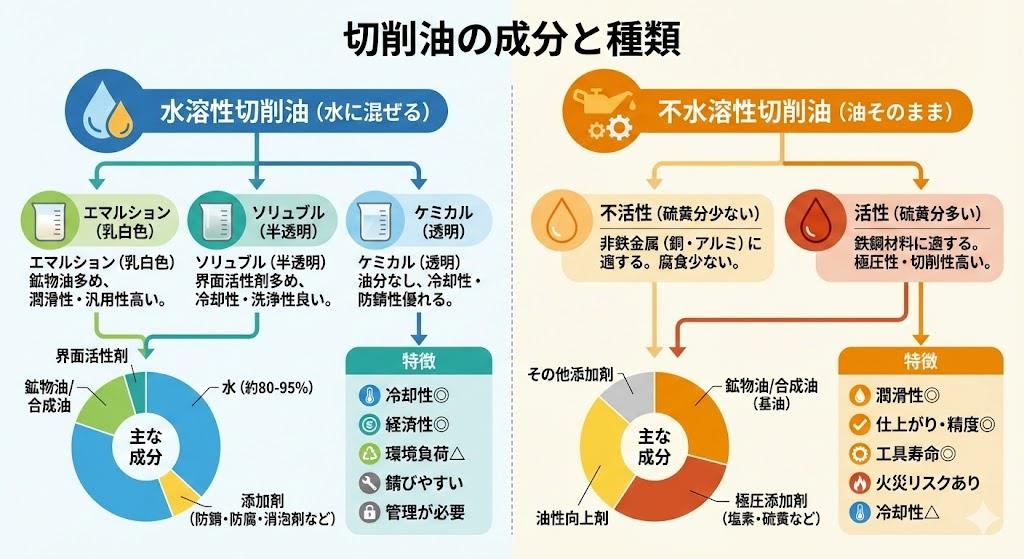
切削油剤の成分構成と種類による特性の違いを詳しく解説します。水溶性と不水溶性の違いや各成分の役割、最適な選定方法まで網羅的に紹介。あなたの加工現場に最適な切削油はどれでしょうか?
ドライ加工とは、切削油やクーラント(冷却水)を一切使用せずに金属などの加工を行う方法です。従来の加工方法では、切削熱の除去や工具寿命の延長、加工面の品質向上のために切削油が不可欠とされてきました。しかし、環境問題への意識の高まりや加工技術の進歩により、ドライ加工の実用性が大きく向上しています。
ドライ加工が可能になった背景には、超硬工具やセラミック工具など高温強度に優れた工具材料の開発があります。これらの工具は高温環境下でも硬度を維持できるため、冷却剤なしでの加工が可能になりました。特に鋳鉄やアルミニウム、銅合金などの非鉄金属は、ドライ加工に適した材料として知られています。
鋳鉄の場合、材料中に含まれる黒鉛(グラファイト)が自然な潤滑剤として機能するため、切削時の摩擦熱が抑えられます。一方、アルミニウムは熱伝導率が高いため、切削時に発生した熱が素早く周囲に拡散し、刃先の温度上昇を抑制します。
ただし、すべての金属材料がドライ加工に適しているわけではありません。高硬度の鋼材や耐熱合金などの難削材では、切削抵抗が大きく発熱量も多いため、ドライ加工では工具寿命が極端に短くなる場合があります。このような材料に対しては、セミドライ加工や適切な工具選定が重要になります。
金属加工において、ドライ加工とウェット加工(切削油を使用する従来の加工法)には、それぞれ特徴と適用範囲があります。両者を比較することで、加工方法の選択基準を明確にしましょう。
ウェット加工の主な利点は、切削油による冷却効果と潤滑効果です。切削油は刃先の温度上昇を抑え、工具寿命を延長します。また、切削抵抗を低減し、加工面の品質向上にも寄与します。さらに、切削油は切りくずの排出を助け、工具や加工物の防錆効果も提供します。
一方、ドライ加工の最大の利点は環境負荷の低減です。切削油を使用しないため、廃油処理の問題がなく、作業環境も清潔に保てます。また、切削油の購入・管理・廃棄にかかるコストが削減でき、切削油による皮膚障害などの健康リスクも回避できます。さらに、加工後の洗浄工程が不要になるため、生産効率の向上も期待できます。
切削加工では、加工エネルギーの約97%が熱エネルギーに変換されますが、その大部分(80~90%)は切りくずに移行します。工具刃先の冷却に必要なのは全発熱量の1%程度であることが分かっており、この点からもドライ加工の実現可能性が示されています。
ただし、ドライ加工では刃先温度の上昇による工具摩耗が課題となります。特に高速切削や連続切削では、工具寿命が短くなる傾向があります。このため、工具材質や加工条件の最適化が不可欠です。
| 比較項目 | ドライ加工 | ウェット加工 |
|---|---|---|
| 環境負荷 | 低い | 高い |
| 初期コスト | 低い | 高い |
| ランニングコスト | 低い | 高い |
| 工具寿命 | 短い(材料による) | 長い |
| 加工精度 | やや劣る(材料による) | 良好 |
| 適用材料 | 限定的(鋳鉄、アルミなど) | 広範囲 |
ドライ加工の成功は、適切な工具選択と刃先温度の管理にかかっています。切削油による冷却効果がない分、工具材質や形状、コーティングなどを慎重に選定する必要があります。
まず、工具材質については、高温強度に優れた超硬合金、セラミック、CBN(立方晶窒化ホウ素)、PCD(多結晶ダイヤモンド)などが適しています。特に、TiAlN(チタンアルミニウム窒化物)やTiCN(チタン炭窒化物)などのコーティングは、耐熱性と耐摩耗性に優れているため、ドライ加工に効果的です。
工具形状も重要な要素です。切りくず排出性を高めるために、すくい角を大きくしたり、チップブレーカーを最適化したりすることで、切削抵抗を低減し、発熱を抑制できます。また、エッジ処理(ホーニングやランド)を施すことで、刃先の強度を向上させ、欠けや摩耗を防止することも有効です。
刃先温度の管理については、以下の方法が効果的です。
最新の工具技術として、内部冷却機能を持つ工具も開発されています。これは工具内部に冷却チャンネルを設け、圧縮空気などを通すことで刃先を冷却する仕組みです。切削油を使用せずに冷却効果を得られるため、ドライ加工の可能性を広げています。
日本精密工学会の切削加工における工具材料とコーティングに関する詳細情報
完全なドライ加工が難しい場合の中間的な解決策として、セミドライ加工(MQL: Minimum Quantity Lubrication)があります。これは極微量(数cc~10cc/分程度)の切削油をミスト状にして加工点に供給する方法で、従来のウェット加工と比較して切削油の使用量を大幅に削減できます。
セミドライ加工には主に2種類あります。一つは油性ミストを使用するタイプで、もう一つは水溶性ミストを使用するタイプです。油性ミストは潤滑性に優れ、水溶性ミストは冷却性に優れるという特徴があります。
油性ミストの場合、潤滑効果は高いものの冷却効果は限定的です。そのため、発熱量の少ない細径ドリル加工や非鉄金属の加工、仕上げ加工などに適しています。潤滑性が良好なため、加工面の品質向上や工具寿命の延長が期待できます。
一方、水溶性ミストは約95%が水分であるため、高い冷却効果を発揮します。水は油と比較して比熱が約2倍あり、さらに蒸発する際に大きな蒸発熱(539cal/g)を奪うため、効率的に刃先を冷却できます。このため、発熱量の多い大径ドリル加工や鋼材加工などにも適用可能です。
セミドライ加工の仕組みとして興味深いのは、ミスト状の切削油が刃先に到達するメカニズムです。通常のウェット加工では、液体の表面張力により、刃先と加工面の微小な隙間に切削油が侵入しにくいという問題があります。しかし、ミスト状の切削油は気体として隙間に侵入し、刃先を効果的に潤滑・冷却できるのです。
セミドライ加工の導入により、以下のようなメリットが得られます。
ただし、セミドライ加工にはウェット加工のような切りくず排出効果がないため、エアブローなどによる切りくず処理が必要になります。また、ミスト発生装置の導入や管理も必要です。
金属加工技術の進化は止まることを知らず、ドライ加工技術も日々進化しています。将来的には、環境規制の強化や持続可能な製造への要求増大により、ドライ加工やセミドライ加工の重要性はさらに高まるでしょう。ここでは、ドライ加工の将来展望と、新たな金属加工技術である3Dプリンティングとの関連性について考察します。
まず、工具技術の進化により、ドライ加工の適用範囲は拡大しています。ナノコーティング技術や新素材の開発により、より高温・高負荷に耐える工具が登場しています。例えば、ダイヤモンドライクカーボン(DLC)コーティングや、ナノ複合材料を用いた工具は、従来の工具よりも大幅に耐熱性・耐摩耗性が向上しており、ドライ加工の可能性を広げています。
また、加工機械の知能化も進んでいます。AIやIoT技術を活用した加工モニタリングシステムにより、刃先温度や工具摩耗を常時監視し、最適な加工条件を自動調整する技術が開発されています。これにより、ドライ加工時の工具寿命管理や品質保証が容易になります。
一方、金属3Dプリンティング技術は、従来の切削加工とは異なるアプローチで金属部品を製造する技術です。特に注目すべきは、バインダージェット方式やBMD(Bound Metal Deposition™)方式などの技術で、これらは金属粉末と接着剤を組み合わせて造形し、その後焼結するプロセスを採用しています。
この金属3Dプリンティング技術とドライ加工技術は、一見異なる技術領域ですが、実は相互補完的な関係にあります。3Dプリンティングで造形した部品は、寸法精度や表面粗さの観点から、最終的な仕上げ加工が必要な場合が多いのです。この仕上げ工程にドライ加工技術を適用することで、環境負荷の少ない一貫した製造プロセスを構築できます。
さらに興味深いのは、金属3Dプリンティングとドライ加工の融合による新たな可能性です。例えば、3Dプリンティングで内部冷却チャンネルを持つ特殊工具を製造し、それをドライ加工に活用するといった相乗効果が期待できます。また、3Dプリンティングで製造した多孔質構造を持つ部品は、潤滑剤を含浸させることで自己潤滑機能を持たせることができ、ドライ加工との親和性が高まります。
最近の研究では、プラズマ技術を活用した新しいドライエッチング技術も開発されています。名古屋大学の研究グループは、フローティングワイヤープラズマを用いて金属炭化物の原子層レベルでの微細加工に成功しています。この技術は、従来の湿式エッチングに代わる環境負荷の少ない加工方法として注目されています。
ドライ加工を実際の生産現場に導入するには、理論だけでなく実践的なノウハウが必要です。ここでは、主要な金属材料別のドライ加工の最適条件と、現場で役立つ実践的なヒントを紹介します。
【鋳鉄のドライ加工】
鋳鉄は黒鉛を含むため自己潤滑性があり、ドライ加工に最も適した金属の一つです。特にFC250やFC300などの片状黒鉛鋳鉄は、切りくずが細かく分断されるため、切削熱も分散されやすいという特徴があります。
【アルミニウム合金のドライ加工】
アルミニウムは熱伝導率が高く、比較的軟らかいためドライ加工に適しています。ただし、切削速度が高すぎると構成刃先が発生し、加工面品質が低下する恐れがあります。
【銅合金のドライ加工】
銅も熱伝導率が高く、ドライ加工に適しています。ただし、純銅は延性が高いため切りくず処理に注意が必要です。
【鋼材のドライ加工】
鋼材は一般的にドライ加工が難しいとされていますが、低・中炭素鋼であれば適切な条件設定で可能です。高炭素鋼や合金鋼はセミドライ加工が推奨されます。
ドライ加工を成功させるための実践的なヒントとして、以下の点に注意しましょう。
実際の現場では、材料や加工条件によって最適なパラメータが異なります。まずは小規模なテスト加工から始め、データを蓄積しながら自社の製品に最適な条件を見つけていくこと