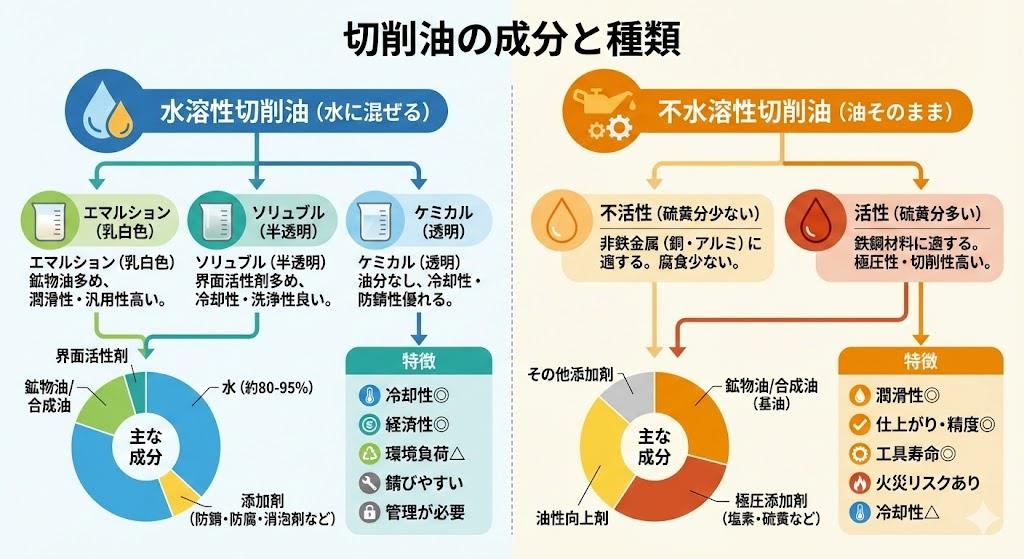
切削油剤の成分構成と種類による特性の違いを詳しく解説します。水溶性と不水溶性の違いや各成分の役割、最適な選定方法まで網羅的に紹介。あなたの加工現場に最適な切削油はどれでしょうか?
非鉄金属加工は現代のものづくりにおいて欠かせない技術です。鉄を含まない金属を加工する技術として、その特性を活かした様々な製品製造に貢献しています。この記事では、非鉄金属の種類や特徴から、各種加工方法、そして加工時の注意点まで詳しく解説していきます。製造業に携わる方々にとって、非鉄金属加工の理解を深める一助となれば幸いです。
非鉄金属とは、鉄を主成分としない金属の総称です。代表的な非鉄金属には以下のようなものがあります。
・アルミニウム:鉄の約1/3という軽量さが特徴で、熱伝導性と導電性に優れています。航空機部品や自動車部品など、軽量化が求められる用途で広く使用されています。純アルミニウムは柔らかいため、工業用途では主に合金として使用されます。
・銅:優れた導電性と熱伝導性を持ち、電気配線や熱交換器などに使用されます。加工性も良好ですが、熱伝導率が高いため溶接時の熱コントロールが難しい特性があります。
・チタン:軽量でありながら高い強度と耐食性を持ち、航空宇宙産業や医療機器などの高付加価値製品に使用されます。ただし、加工が難しく特殊な技術が必要です。
・マグネシウム:実用金属の中で最も軽量で、振動吸収性に優れています。モバイル機器のケースなどに使用されますが、可燃性があるため加工時には注意が必要です。
これらの非鉄金属は、それぞれ特有の物理的・化学的特性を持っており、用途に応じて適切な材料を選択することが重要です。例えば、アルミニウム合金は1000番台(純アルミニウム)から7000番台(Al-Zn-Mg系)まで分類されており、2000番台のジュラルミンと呼ばれるA2017、A2024などは航空機部品や精密機械部品によく使用されます。
切削加工は非鉄金属を形作る最も一般的な方法の一つです。工具を使って金属を削り取ることで、精密で多様な形状を作り出すことができます。
アルミニウムの切削加工
アルミニウムは比較的柔らかい材料であるため、高速での切削加工が可能です。しかし、切削時に発生する切りくずが工具に溶着しやすいという特性があります。このため、以下のポイントに注意が必要です。
・適切な切削油剤の使用
・切削速度と送り速度の最適化
・薄肉部品加工時の変形防止対策
・バリ(切削時に発生する微小な突起)への対処
銅合金の切削加工
銅は熱伝導性が高いため、切削時の熱が拡散しやすく、工具の摩耗が少ないという利点があります。一方で、切削抵抗が大きいため、以下の点に留意する必要があります。
・十分な剛性を持つ工具の選択
・適切な切削条件の設定
・切りくず処理の工夫
最新の切削加工技術
近年では、CNCマシニングセンターや複合旋盤などの高度な工作機械を用いた加工が主流となっています。これらの機械は、3次元加工や複雑形状の加工、微細加工などに対応しており、高精度な非鉄金属部品の製造を可能にしています。
特に注目すべき技術として、ネスティング加工があります。これは同厚同材の製品を効率的に配置して加工する方法で、材料の歩留まり率を向上させ、コスト削減に貢献します。
非鉄金属の加工には、切削以外にも様々な方法があります。特に成形と溶接は、製品の形状や強度を決定する重要な工程です。
成形加工
非鉄金属の成形には、以下のような方法があります。
溶接技術
非鉄金属の溶接は、その特性により鉄鋼材料とは異なる技術が必要です。
・アルミニウム溶接:TIG溶接が効果的ですが、熱による変形やクラック発生のリスクがあるため、適切な溶接条件の設定が重要です。
・銅溶接:熱伝導率が高いため局所的な加熱が難しく、予熱や後熱処理が必要になることがあります。
・クラック防止技術:非鉄金属の溶接では、材料の熱膨張係数や熱伝導率の違いから生じるクラックが問題となります。これを防ぐためには、適切な溶接方法の選択、溶接前後の熱処理、溶接順序の工夫などが重要です。
非鉄金属の性能を向上させるためには、熱処理や表面処理が重要な役割を果たします。
熱処理加工
熱処理は金属材料に加熱・冷却処理を行うことで、性能の向上を図る手法です。形状を変えることは目的としておらず、以下のような性質の向上に寄与します。
・硬さ
・粘り強さ
・耐衝撃性
・耐摩耗性
・耐腐食性
・被削性
・冷間加工性
非鉄金属の熱処理には、以下のような方法があります。
表面処理技術
非鉄金属の表面処理は、耐食性の向上や装飾性の付与などを目的として行われます。
・アルマイト処理:アルミニウムの表面に人工的に酸化皮膜を形成させる処理で、耐食性や耐摩耗性を向上させます。
・めっき:銅やニッケルなどの金属を表面に析出させる処理で、導電性や耐食性、装飾性を向上させます。
・塗装:有機系の塗料を塗布することで、耐食性や装飾性を向上させます。
これらの表面処理は、非鉄金属製品の寿命を延ばし、機能性を高める重要な工程です。
非鉄金属加工技術は様々な産業分野で活用されており、技術革新も進んでいます。
産業応用例
最新トレンド
非鉄金属加工の分野では、以下のような技術トレンドが見られます。
・3Dプリンティング技術:金属粉末を積層造形する技術が進化し、従来の加工法では困難だった複雑形状の製造が可能になっています。
・環境配慮型加工:切削油の削減やリサイクル技術の向上など、環境負荷を低減する取り組みが進んでいます。
・デジタルツイン技術:実際の加工プロセスをデジタル空間で再現し、最適化する技術が導入されつつあります。
・都市鉱山からのリサイクル:使用済みの電子機器や家電から非鉄金属を回収し、再利用する「都市鉱山」の活用が進んでいます。これにより、資源の有効活用と環境負荷の低減が図られています。
非鉄金属加工技術は、今後も材料科学や機械工学、デジタル技術の進化と共に発展していくことが予想されます。製造業に携わる方々は、これらの技術動向を把握し、適切に活用していくことが重要です。
非鉄金属加工には様々な課題が存在します。ここでは主な課題とその解決策について解説します。
クラック(ひび割れ)の発生
非鉄金属、特にアルミニウムや銅などは、加工時にクラックが発生しやすいという課題があります。
・原因:熱による膨張・収縮、局所的な応力集中、材料の特性などが主な原因です。
・解決策。
切りくずの処理
非鉄金属、特にアルミニウムの切削では、切りくずが工具に溶着しやすいという問題があります。
・原因:材料の熱伝導性や延性が関係しています。
・解決策。
薄肉部品の変形
非鉄金属、特にアルミニウムの薄肉部品加工では、加工中の変形が問題となります。
・原因:材料の剛性不足、切削力による変形などが考えられます。
・解決策。
コスト管理
非鉄金属は鉄鋼材料に比べて高価なものが多く、コスト管理が重要な課題となります。
・解決策。
環境負荷の低減
非鉄金属加工における環境負荷の低減も重要な課題です。
・解決策。
これらの課題に対する解決策を適切に実施することで、より効率的で高品質な非鉄金属加工が可能になります。製造現場では、材料特性を十分に理解し、適切な加工方法と条件を選択することが重要です。
非鉄金属加工技術は日々進化しており、新たな材料や加工方法、設備の導入によって、これまで困難だった加工も可能になってきています。製造業に携わる方々は、常に最新の技術動向に注目し、技術力の向上に努めることが大切です。