旋盤加工と切削加工の違いを詳しく解説した記事です。それぞれの加工方法の特徴や使用する工具、適した加工品まで幅広く紹介しています。金属加工を依頼する際、どちらの加工方法が最適なのか悩んでいませんか?

CFRPの切削加工において最も注意すべき点は層間剥離(デラミネーション)の発生です。CFRPは炭素繊維とプラスチック樹脂の複合材料であり、横方向には繊維が連続して高い強度を持ちますが、縦方向は樹脂の接着力のみで保持されています。そのため、加工時に縦方向から強い力が加わると層間剥離が発生しやすくなります。
特に穴あけ加工では、ドリルの出口側で剥離が発生しやすい傾向があります。これは、ドリルが材料を貫通する際に「ぐりぐりと孔から外に向かって力がかかる」ためです。この問題に対処するために以下の対策が効果的です:
また、熱硬化性CFRPと熱可塑性CFRPでは切削特性が異なります。熱硬化性CFRPは繊維のVf(体積繊維含有率)が高いため硬く、工具摩耗が早い傾向があります。一方、熱可塑性CFRPは切削熱により工具刃先に樹脂が溶着するという特有の問題があります。
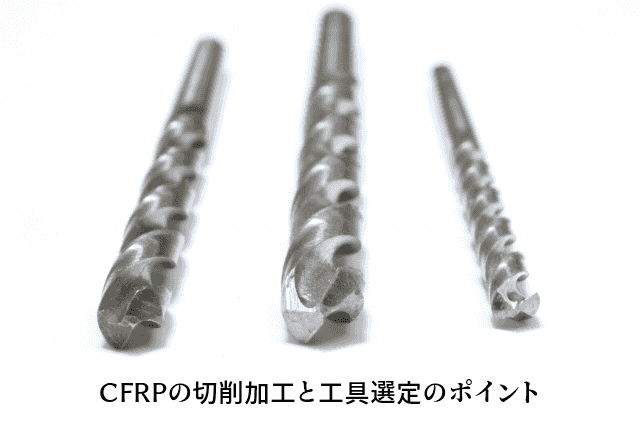
CFRPの切削加工では、工具の選定が加工品質と効率に直結します。CFRPは非常に硬い炭素繊維と比較的柔らかい樹脂の複合材料であるため、通常の金属加工用工具では急速に摩耗してしまいます。
最適な工具材質としては、以下のものが挙げられます:
工具形状については、用途に応じて選定する必要があります:
工具摩耗を抑制するためには、適切な切削条件の設定も重要です。一般的に、CFRPの切削では以下の条件が推奨されます:
また、切削油の使用も工具寿命延長に効果的ですが、CFRPは吸水性があるため、水溶性切削油よりも不水溶性切削油の使用が推奨されます。
CFRPの穴あけ加工技術は、航空宇宙産業や自動車産業の発展とともに進化を続けています。従来の単純なドリル加工から、より高精度で層間剥離の少ない加工方法へと進化しています。
最新の穴あけ技術として注目されているのが以下のものです:
これらの技術は、特に航空機産業で要求される高精度な穴内面粗度を実現するために重要です。航空機産業では穴あけ後にリーマ加工が求められることが多いため、初期の穴あけ品質が重要となります。
また、CFRP/Ti合金重ね板のような異種材料の重ね合わせ構造の穴あけでは、材料ごとに最適な切削条件が異なるため、工具選定や加工方法の工夫が必要です。スパイラル穴あけ加工後のリーマ仕上げとミーリング仕上げの比較研究も進められており、用途に応じた最適な加工方法の選定が可能になっています。
CFRPの加工には切削加工以外にも様々な方法があり、それぞれに特徴があります。用途や要求精度、コストなどを考慮して最適な加工方法を選択することが重要です。
以下に主要な加工方法の比較を表にまとめました:
| 加工方法 | 穴あけ時間 | ランニングコスト | 装置コスト | 品質・断面特性 | 適用範囲 |
|---|---|---|---|---|---|
| ドリル加工 | 4-5秒 | 高(工具摩耗) | 低 | 孔出口にデラミネーションやケバが発生 | 汎用性高い |
| AWJ加工 | 2-3秒 | 中(メディア摩耗) | 高 | テーパ孔、デラミネーション少ない、面粗度やや粗い | 複雑形状可 |
| レーザー加工 | 3-5秒 | 中(メンテナンス) | 高 | 熱影響層が発生 | 高速・精密加工 |
| EDM加工 | 1分以上 | 中(ワイヤー消耗) | 中 | 面粗度良好 | 精密加工 |
| ブラスト加工 | 4-5秒 | 中(マスク・メディア) | 中 | テーパ孔、デラミネーション少ない、密集穴可能 | 小径穴多数 |
切削加工は汎用性が高く、既存の設備で対応できるメリットがありますが、工具摩耗が早く、デラミネーションやケバの発生リスクがあります。一方、ウォータージェット加工(AWJ)は切削熱が発生せず、デラミネーションが少ないメリットがありますが、装置コストが高く、テーパ孔になるという特徴があります。
レーザー加工は高速で精密な加工が可能ですが、熱影響層が発生するため、熱に弱い樹脂部分に影響を与える可能性があります。特にCO₂レーザーやファイバーレーザーがCFRP加工に使用されています。
EDM(放電加工)は面粗度が良好ですが、加工時間が長く、CFRPの導電性に依存するため、適用範囲が限られます。
ブラスト加工は密集した穴あけが可能で、デラミネーションが発生しにくいメリットがありますが、テーパ孔になるという特徴があります。
これらの加工方法は、製品の要求精度、生産量、コスト、納期などを考慮して選択する必要があります。例えば、試作品や少量生産では切削加工が適している一方、大量生産ではレーザー加工やAWJ加工が効率的な場合があります。
CFRPの切削加工では、工具摩耗や加工精度だけでなく、環境面や作業者の安全面にも配慮が必要です。特に注目すべき点は以下の通りです。
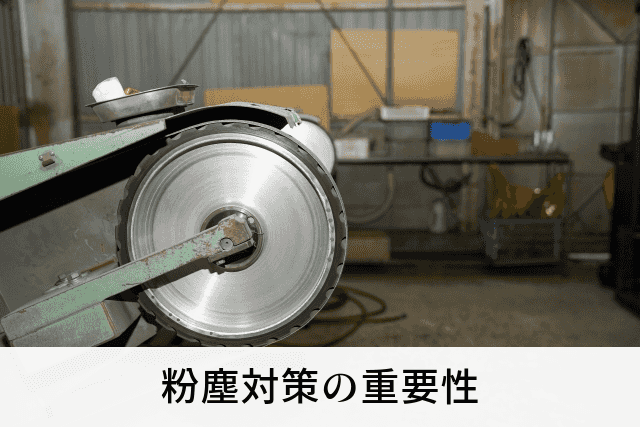
CFRPの切削加工では非常に細かい炭素繊維の粉塵が発生します。これらの粉塵は導電性があり、電子機器に悪影響を与える可能性があるだけでなく、吸引すると健康被害のリスクもあります。そのため、以下の対策が必要不可欠です:
多くの先進的な加工施設では、加工機に直接接続された高性能集塵システムを導入し、発生した粉塵をその場で回収する仕組みを採用しています。

CFRPの切削加工では、工具寿命延長や加工面品質向上のために切削油を使用することがありますが、CFRPは吸水性があるため、不適切な切削油の使用は製品品質に悪影響を与える可能性があります。
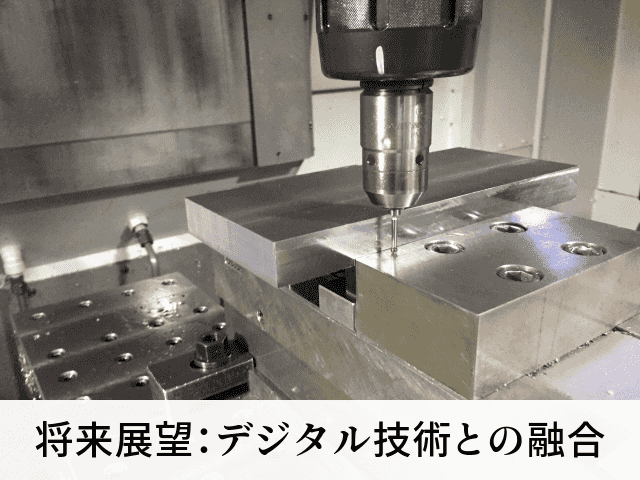
CFRPの切削加工技術は、デジタル技術との融合によってさらなる進化が期待されています:
これらの技術革新により、CFRPの切削加工はより高精度、高効率、環境負荷の少ないものへと進化していくでしょう。特に自動車や航空宇宙産業での軽量化ニーズの高まりに伴い、CFRPの使用量は今後も増加すると予測されており、加工技術の重要性はさらに高まると考えられます。


