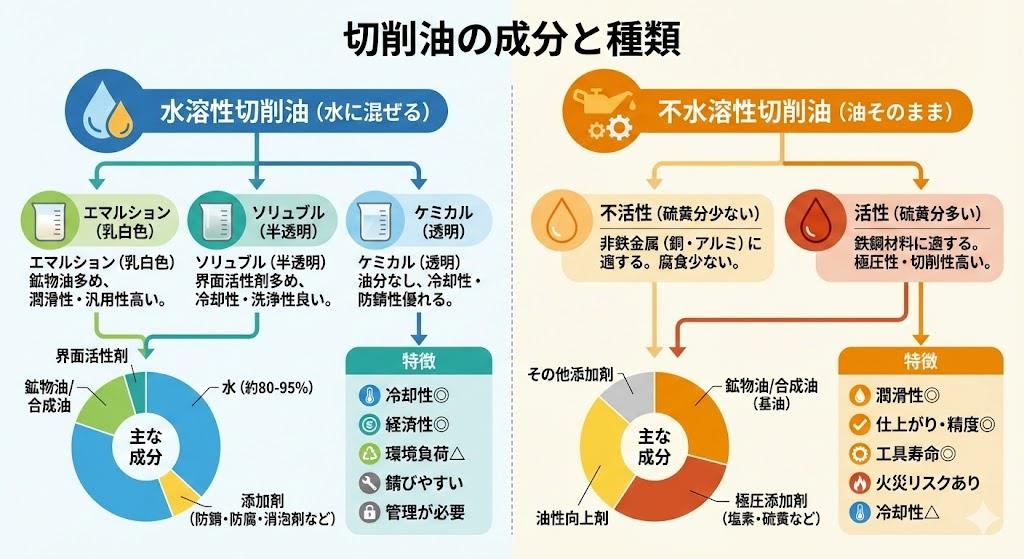
切削油剤の成分構成と種類による特性の違いを詳しく解説します。水溶性と不水溶性の違いや各成分の役割、最適な選定方法まで網羅的に紹介。あなたの加工現場に最適な切削油はどれでしょうか?
チタン合金は航空宇宙産業、医療機器、化学プラントなど様々な分野で利用されている高機能材料です。その優れた特性を活かすためには、適切な加工方法の選択と条件設定が不可欠です。チタン合金は一般的な金属と比較して加工が難しいとされていますが、その特性を理解し適切な方法で加工することで、高品質な製品を製造することができます。
チタン合金には大きく分けて純チタンとチタン合金があり、それぞれ特性が異なります。純チタンはJIS1種からJIS4種まであり、チタン合金にはα合金、α-β合金、β合金、Near α合金、耐食合金などがあります。加工方法を選択する際には、まずどのタイプのチタンを扱うかを確認することが重要です。
チタン合金の切断加工は、その高強度と低熱伝導率のために特別な配慮が必要です。切断方法は大きく分けて機械的切断と非接触切断に分類されます。
機械的切断方法としては、ハンドソーやディスクグラインダーなどがありますが、チタン合金の強度が高いため工具の摩耗が激しく、効率的とは言えません。また、切削時に発生する熱により工具の劣化が早まるため、切削油の使用や切削速度を遅くして熱の発生を抑える工夫が必要です。
非接触切断方法としては、以下の技術が効果的です。
特にレーザー加工は、チタン合金の切断において高い精度と効率を実現できるため、現代の製造現場で広く採用されています。ただし、チタンは酸素や窒素と反応しやすい性質があるため、切りくずが発火しないように作業環境を清潔に保つことも重要です。
切断加工を行う際のポイント。
チタン合金の曲げ加工は、その特有の性質からいくつかの課題があります。特に注意すべき点は以下の通りです。
これらの特性により、チタン合金の曲げ加工では通常の金属より大きなスプリングバックが発生します。スプリングバックとは、加工後に材料が元の形状に戻ろうとする現象で、最終的な形状精度に大きく影響します。
スプリングバック対策としては、以下の方法が効果的です。
チタン合金の種類によって曲げ加工の難易度は異なります。純チタンは比較的常温でも曲げ加工が可能ですが、チタン合金は温間・熱間での加工が必要になることがあります。
また、チタン板のロール方向を確認することも重要です。チタンは塑性異方性が大きいため、ロール方向と平行に曲げるT曲げが推奨されます。これにより、割れや不均一な変形を防ぐことができます。
曲げ加工の精度を高めるためには、経験と技術の蓄積が不可欠です。特に複雑な形状や高精度が要求される部品では、試作と検証を繰り返し行うことで最適な加工条件を見つけることが重要です。
チタン合金の穴あけ加工は、その高い引張強度と低い熱伝導率のために特別な注意が必要です。一般的な金属と比較して、チタン合金は加工時に発生する熱が逃げにくく、工具の摩耗が激しいという特徴があります。
穴あけ加工を成功させるためのポイントは以下の通りです。
穴あけ加工の際には、加工深さに応じてドリルを引き上げ、切りくずの排出と冷却を行うペッキング法も効果的です。これにより、ドリルの過熱を防ぎ、穴の精度を向上させることができます。
また、深い穴や精密な穴を開ける場合は、まず小径のドリルで下穴を開け、徐々に大きなドリルに交換していく段階的な穴あけ方法も有効です。これにより、ドリルにかかる負荷を分散させ、穴の精度を高めることができます。
チタン合金の溶接は、その反応性の高さから特別な技術と環境が必要です。チタンは約500℃で大気中の酸素と反応し始め、溶融点の約1,700℃よりもはるかに低い温度で酸化・窒化が進行します。この酸化・窒化はチタンの機械的特性を著しく低下させるため、溶接時には完全なガスシールドが不可欠です。
チタン合金の主な溶接方法には以下があります。
溶接時の酸化防止のポイント。
溶接品質の評価には、表面の変色を観察することが有効です。良好な溶接部は銀白色または淡い黄金色を示し、青や灰色の変色は酸化の兆候です。重要な部品では、X線検査や超音波検査などの非破壊検査を行い、内部欠陥がないことを確認することも重要です。
チタン合金の溶接は高度な技術と経験を要するため、専門の技術者による施工が推奨されます。特に航空宇宙や医療機器など高い信頼性が要求される分野では、溶接品質の厳格な管理が不可欠です。
チタン合金は、その優れた特性に加えて、表面処理によって機能性や意匠性を高めることができます。近年、特に医療機器や高級消費財において、チタン合金の表面処理技術が注目されています。
チタン合金の主な表面処理・意匠加工方法。
これらの表面処理技術は、単なる美観向上だけでなく、耐食性の向上や生体適合性の改善など機能的な目的でも利用されています。特に医療分野では、チタン合金の表面処理によって骨との結合性(オッセオインテグレーション)を高める研究が進んでいます。
最新の技術動向としては、ナノテクノロジーを応用した表面処理や、レーザーによる微細加工技術が発展しています。これらの技術により、チタン合金の表面に特定の機能性を持たせることが可能になり、応用範囲がさらに広がっています。
表面処理を施す際には、チタン合金の種類や使用環境に合わせた適切な方法を選択することが重要です。また、表面処理によって材料の機械的特性が変化する可能性もあるため、用途に応じた評価試験を行うことが推奨されます。
国立研究開発法人物質・材料研究機構(NIMS)のチタン合金研究に関する情報
チタン合金は、その優れた特性から様々な産業分野で活用されています。加工技術の進化とともに、その応用範囲はさらに拡大しています。
主な産業応用分野。
チタン合金加工の将来展望。
チタン合金の加工技術は日々進化しており、特に以下の分野で革新が期待されています。
複雑な形状の部品を一体成形できる技術が発展し、従来の切削加工では不可能だった形状の実現や、材料歩留まりの向上が期待されています。特に医療分野では患者固有の形状のインプラントの製造に革命をもたらしています。
レーザー加工と機械加工を組み合わせたハイブリッド加工機の開発が進み、チタン合金の加工効率と精度の向上が実現しています。
コンピュータシミュレーションによる加工プロセスの最適化が進み、試行錯誤による開発コストの削減と品質向上が可能になっています。
加工性を向上させた新しいチタン合金の開発も進んでおり、従来よりも加工しやすく、コスト効率の高い材料の実用化が期待されています。
チタン合金の加工技術の発展により、従来は高コストで限られた用途にしか使用されなかったチタン合金が、より幅広い産業分野で活用されるようになっています。特に医療分野や航空宇宙分野では、チタン合金の特性を最大限に活かした革新的な製品開発が進んでいます。
今後は加工技術のさらなる効率化とコスト削減が進み、チタン合金の普及がさらに加速すると予想されます。また、環境負荷の低減や資源の有効活用の観点からも、チタン合金のリサイクル技術の発展が期待されています。