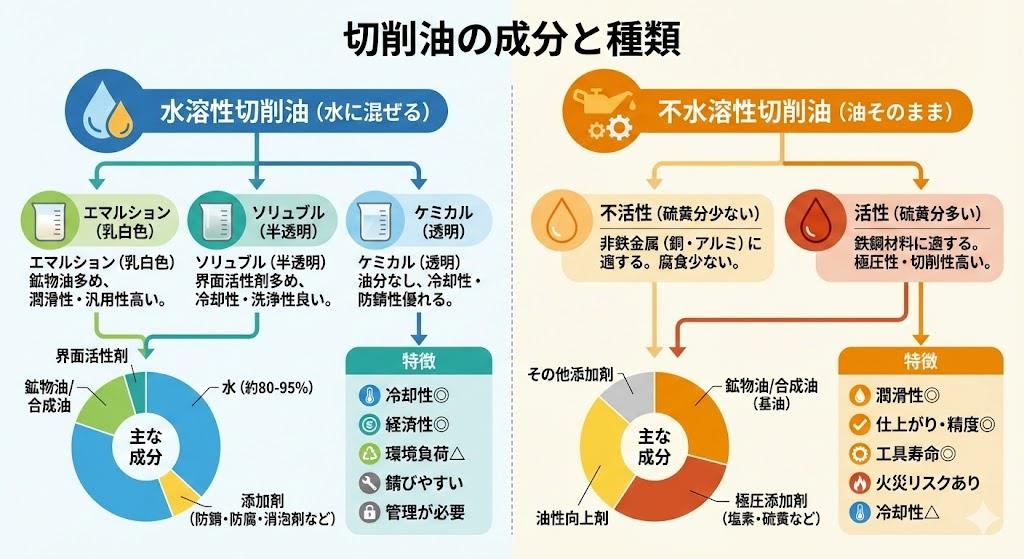
切削油剤の成分構成と種類による特性の違いを詳しく解説します。水溶性と不水溶性の違いや各成分の役割、最適な選定方法まで網羅的に紹介。あなたの加工現場に最適な切削油はどれでしょうか?
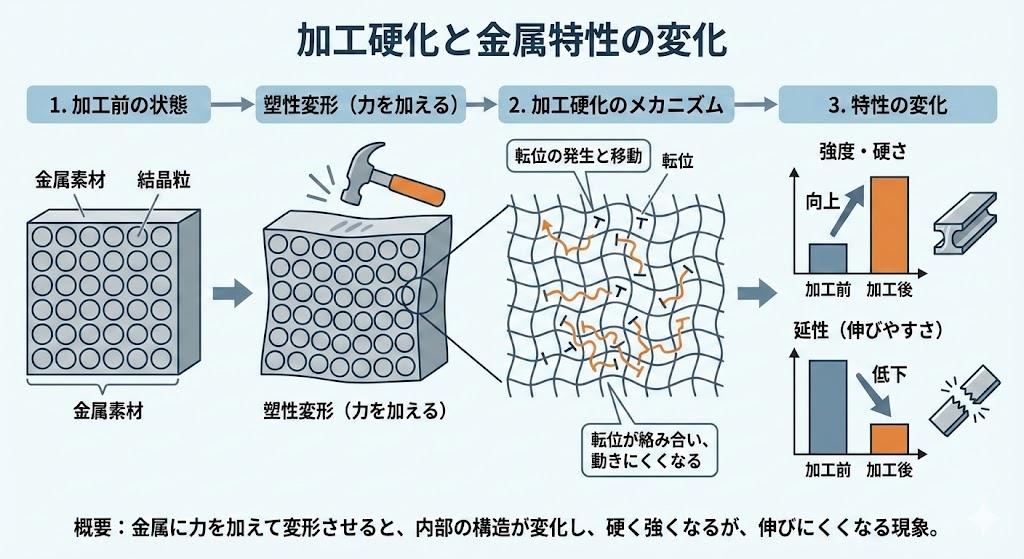
加工硬化は金属材料の内部構造に深く関わる現象です。金属は原子が格子状に規則正しく配列した結晶構造を持っていますが、実際の金属には「転位」と呼ばれる格子欠陥が存在します。この転位が加工硬化の鍵となります。
金属に外力を加えると、最初は弾性変形の範囲内では力を取り除くと元の形状に戻ります。しかし、ある限界(降伏点)を超えると塑性変形が始まります。この塑性変形は、転位がすべり面に沿って移動することで進行します。
塑性変形が進むにつれて、次のような変化が金属内部で起こります。
これらの変化により、さらなる変形には以前よりも大きな力が必要になります。つまり、金属は硬くなり、強度が増します。これが加工硬化の本質的なメカニズムです。
例えば、針金を繰り返し曲げると次第に硬くなり、最終的には折れてしまいます。これは加工硬化によって針金が硬く脆くなった結果です。
金属材料によって加工硬化のしやすさは大きく異なります。この違いを定量的に表すのが「加工硬化指数(n値)」です。n値は0から1の間の値をとり、値が大きいほど加工硬化しやすいことを示します。
主な金属材料のn値と特性を比較してみましょう。
| 材料 | 加工硬化指数(n値) | 特性 |
|---|---|---|
| SUS301 | 0.56 | オーステナイト系ステンレス。非常に加工硬化しやすい |
| 黄銅2種O材 | 0.55 | 焼きなまし状態の黄銅。加工硬化が大きい |
| 銅O材 | 0.50 | 焼きなまし状態の銅。加工硬化しやすい |
| SUS304 | 0.42 | オーステナイト系ステンレス。加工硬化が大きい |
| アルミニウム合金(A1100-O) | 0.26 | 焼きなまし状態のアルミ。中程度の加工硬化 |
| SUS430 | 0.23 | フェライト系ステンレス。比較的加工硬化が小さい |
| 軟鋼 | 0.21 | 加工硬化は中程度 |
| チタン | 0.14 | 加工硬化が比較的小さい |
| 銅1/2H材 | 0.05 | 半硬質の銅。すでに加工硬化しているため、さらなる加工硬化は小さい |
この表から、オーステナイト系ステンレス(SUS301、SUS304)や焼きなまし状態の銅、黄銅が特に加工硬化しやすいことがわかります。これらの材料を加工する際には、加工硬化の影響を十分に考慮する必要があります。
オーステナイト系ステンレスが加工硬化しやすい理由は、その結晶構造にあります。オーステナイト系ステンレスは面心立方格子(FCC)構造を持ち、この構造はフェライト系やマルテンサイト系ステンレスの体心立方格子(BCC)や体心正方格子(BCT)と比べて「すべり系」が少ないため、転位が動きにくく硬くなりやすいのです。さらに、オーステナイト系ステンレスは加工によってマルテンサイト変態を起こすため、非常に大きな加工硬化を示します。
加工硬化は金属の機械的性質に大きな影響を与えます。主な変化としては以下のようなものがあります。
これらの変化は、金属内部の転位密度の増加と転位の移動が制限されることに起因します。加工硬化によって金属は強くなりますが、同時に脆くなるというトレードオフの関係があります。
例えば、SUS304ステンレス鋼の場合、圧延率が50%に達すると、硬さは約180HVから約400HV近くまで上昇しますが、伸びは大幅に低下します。この状態では、さらなる塑性加工が困難になり、割れや破断のリスクが高まります。
加工硬化の度合いは、加工硬化曲線によって視覚的に把握することができます。加工硬化曲線は、横軸に加工率(圧延率など)、縦軸に機械的性質(硬さ、引張強さ、伸びなど)をとったグラフです。この曲線を見ることで、特定の材料がどの程度の加工でどれだけ硬化するかを予測できます。
加工硬化による強度向上は、冷間加工を利用して材料強度を調整する際に積極的に活用されます。例えば、ばね材料や高強度ワイヤーの製造では、加工硬化を利用して所定の強度を得ています。一方で、深絞り加工などの複雑な塑性加工では、加工硬化による脆化が問題となるため、適切な対策が必要です。
加工硬化した金属を元の柔らかい状態に戻すためには、「焼きなまし」と呼ばれる熱処理が不可欠です。焼きなましは加工硬化によって蓄積された内部ひずみを除去し、金属の延性と靭性を回復させる重要なプロセスです。
焼きなまし処理では、金属を適切な温度まで加熱し、一定時間保持した後、ゆっくりと冷却します。この過程で、加工硬化によって変化した内部組織は次の3つの段階を経て回復します。
焼きなましの温度と時間は、材料の種類や目的によって異なります。例えば、完全焼きなましでは再結晶温度よりも高い温度で処理しますが、応力除去焼きなましでは再結晶温度よりも低い温度で処理します。
実際の製造プロセスでは、冷間圧延と焼きなましを交互に行うことで、所定の板厚や強度に調整することができます。例えば、ステンレス鋼板の製造では、数回の圧延と焼きなましを繰り返して最終製品を得ることが一般的です。
また、加工硬化した状態の強度を維持しながら内部ひずみだけを除去したい場合には、「低温焼きなまし」や「応力除去焼きなまし」と呼ばれる処理が有効です。これらの処理は、再結晶が起こらない温度範囲で行われ、加工硬化による強度を保ちながら、残留応力を軽減することができます。
焼きなまし処理の適切な実施は、金属加工の品質と効率を大きく左右する重要な要素です。特に複雑な形状の部品製造や、高精度が要求される加工では、焼きなましのタイミングと条件の最適化が不可欠となります。
切削加工においても加工硬化は重要な課題です。切削中の塑性変形や加工熱によって加工硬化が発生し、工具寿命の低下や加工精度の悪化を引き起こす可能性があります。特に加工硬化しやすいステンレス鋼などの材料では、適切な対策が必要です。
切削加工における加工硬化の主な対策は以下の通りです。
1. 工具選定による対策
2. 切削条件による対策
3. 加工硬化しやすい材料への特別な対策
オーステナイト系ステンレス鋼(SUS304など)は特に加工硬化しやすいため、以下の対策が有効です。
加工硬化対策の成功例として、ある精密部品メーカーでは、SUS304の切削加工において、従来の高速度鋼工具から超硬コーティング工具に変更し、さらに内部クーラント供給システムを導入することで、工具寿命を3倍に延ばし、加工精度も向上させた事例があります。
切削加工における加工硬化対策は、工具コストの削減、加工時間の短縮、製品品質の向上に直結する重要な要素です。材料特性を理解し、適切な工具と加工条件を選定することが、効率的な切削加工の鍵となります。
加工硬化は一見すると問題を引き起こす現象のように思えますが、適切に制御することで金属の強化技術として積極的に活用されています。加工硬化を利用した金属強化は、熱処理による強化に比べてエネルギー消費が少なく、環境負荷の低減にも貢献する技術です。
加工硬化を活用した主な強化技術
産業分野別の応用例
加工硬化を活用した新技術の動向
最近では、加工硬化をより効果的に制御・活用するための新技術も開発されています。例えば、「変態誘起塑性(TRIP)効果」を利用した高強度鋼板は、加工硬化とマルテンサイト変態を組み合わせることで、従来の鋼板よりも高い強度と成形性を両立しています。
また、ナノ結晶材料の分野では、極端な加工硬化を利用して、従来の金属材料を超える強度を実現する研究が進められています。例えば、severe plastic deformation(SPD)と呼ばれる強加工技術により、結晶粒を超微細化し、従来の数倍の強度を持つ金属材料の開発が進んでいます。
加工硬化は、適切に理解し制御することで、金属材料の性能向上に大きく貢献する重要な現象です。今後も、加工硬化のメカニズムをより深く理解し、新たな材料開発や加工技術の進化に活かされていくことでしょう。
金属加工に携わる技術者にとって、加工硬化の原理と制御方法を理解することは、高品質な製品を効率的に製造するための基本的かつ重要な知識となります。