旋盤加工と切削加工の違いを詳しく解説した記事です。それぞれの加工方法の特徴や使用する工具、適した加工品まで幅広く紹介しています。金属加工を依頼する際、どちらの加工方法が最適なのか悩んでいませんか?

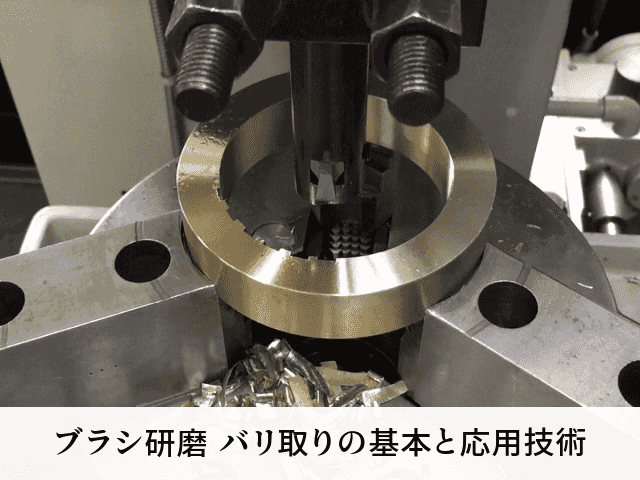
バリ取りブラシによる研磨加工は、回転するブラシの毛材がワーク表面に接触することで、切削加工後に発生した不要なバリを除去する工法です。バリは主に金属加工における切削や穴あけ工程で発生する微細な突起物で、製品の品質や安全性に悪影響を及ぼします。
バリが発生する主な原因は以下の通りです:
ブラシ研磨によるバリ取りの基本原理は、ブラシの毛材がバリに衝突し、たたき折る、または研削することでバリを除去します。金属系ブラシの場合は主に毛先でバリをたたき除去し、研磨材入りナイロンブラシの場合は毛の側面を使ってエッジ処理を行います。
この方法の最大の特徴は、ブラシの柔軟性により複雑な形状や交差穴などの細部にもアクセスできる点です。砥石やヤスリでは届きにくい部分でも、ブラシの毛材がフレキシブルに対応し、均一なバリ取りが可能となります。
バリ取りに使用されるブラシは、その毛材や形状によって様々な種類があり、それぞれ異なる特性と用途を持っています。
毛材による分類:
形状による分類:
各ブラシは、ワーク材質、バリの大きさ、形状などに応じて適切に選択することが重要です。例えば、アルミニウムのような柔らかい材料には真鍮ワイヤーや柔らかめのナイロンブラシが適しており、ステンレスのような硬質材料にはセラミックファイバーや高硬度の研磨材入りナイロンブラシが効果的です。
ブラシ研磨によるバリ取りの効果を最大限に引き出すためには、適切な使用方法と回転速度の設定が不可欠です。ブラシの種類によって最適な使用条件が異なるため、それぞれの特性を理解して使い分けることが重要です。
金属系ブラシの使用方法:
研磨材入りナイロンブラシの使用方法:
セラミックファイバーブラシの使用方法:
効果的なバリ取りのためのポイントとして、ブラシの使用時間も重要な要素です。ブラシは使用に伴い徐々に摩耗しますが、特にセラミックファイバーブラシなどは全長の2/3程度まで使用可能です。ただし、毛丈が短くなると毛腰が強くなり研削力が上がるため、加工条件の調整が必要になります。
また、ブラシの洗浄・メンテナンスも定期的に行うことで、研削力の低下を防ぎ、長寿命化につながります。特に切削粉や被削材の粉が付着すると研削力が落ちるため、エアブローや洗浄液による清掃が効果的です。
ブラシ研磨によるバリ取りは、様々な産業分野で幅広く活用されています。その応用事例と得られる効果について見ていきましょう。
自動車部品製造業での応用:
自動車部品は精密さと安全性が求められる分野です。エンジン部品、トランスミッション部品、油圧部品などでは、内部の交差穴や複雑な形状部分のバリが流体の流れを阻害したり、異物となって故障の原因になりかねません。
航空宇宙産業での応用:
航空機部品は高い信頼性と耐久性が要求される分野です。特にタービンブレードやハイドロリックバルブなどの精密部品では、微細なバリも重大な問題を引き起こす可能性があります。
医療機器製造業での応用:
医療機器は人命に関わる製品であり、極めて高い品質と清浄度が求められます。インプラントや手術器具などでは、微細なバリも感染症や組織損傷の原因となりえます。
これらの産業応用において、ブラシ研磨によるバリ取りは単なるバリ除去だけでなく、製品の機能性、耐久性、安全性の向上に大きく貢献しています。特に自動化ラインへの導入により、人手による仕上げ工程の削減や品質の安定化が実現されています。
ブラシ研磨によるバリ取り作業には、一般にあまり知られていない重要な副次効果があります。それが「ピーニング効果」による表面強化です。この効果は特に金属系ブラシを使用した場合に顕著に現れ、部品の疲労強度や耐久性を向上させる重要な役割を果たします。
ピーニング効果のメカニズム:
ピーニングとは、金属表面に塑性変形を与えることで圧縮残留応力を発生させる処理です。通常はショットピーニングとして、硬い球状の粒子(ショット)を高速で表面に打ち付けることで行われますが、金属ワイヤーブラシも同様の効果を生み出すことができます。
ブラシピーニングの仕組みは以下の通りです:
ブラシピーニングの効果:
通常のショットピーニングとの比較:
| 特性 | ブラシピーニング | ショットピーニング |
|---|---|---|
| 加工深さ | 比較的浅い(0.01〜0.05mm) | 深い(0.05〜0.5mm) |
| 表面粗さ | 良好(表面を平滑化する傾向) | やや粗い(凹みが発生) |
| 形状変化 | 最小限(薄板でも変形しにくい) | 顕著(薄板は変形しやすい) |
| 適用性 | 複雑形状や局所的な処理に適する | 広い面積の均一処理に適する |
| コスト | 比較的低コスト | 専用設備が必要で高コスト |
ブラシピーニング効果を最大化するためのポイント:
このピーニング効果は、特に繰り返し荷重を受ける部品や振動環境で使用される部品において重要です。


