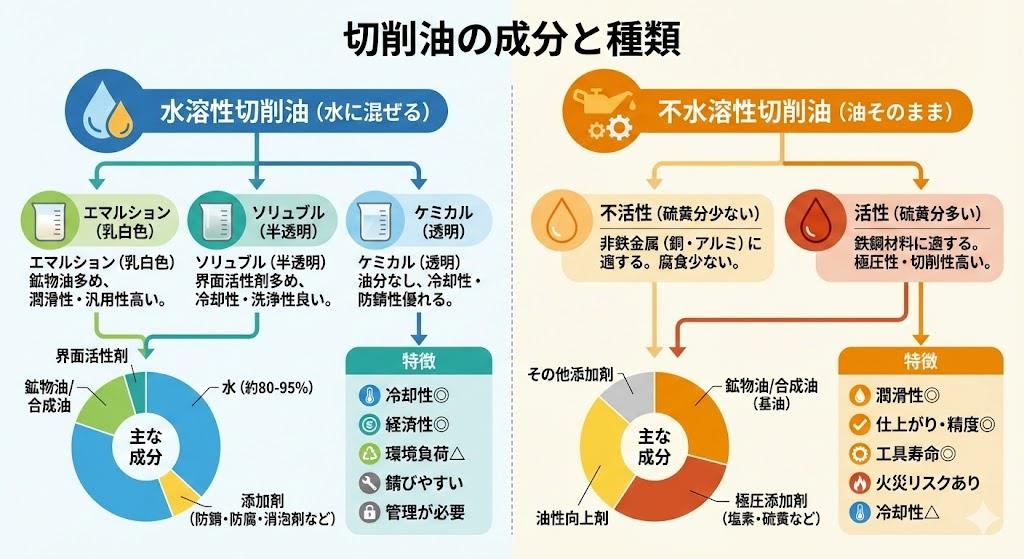
切削油剤の成分構成と種類による特性の違いを詳しく解説します。水溶性と不水溶性の違いや各成分の役割、最適な選定方法まで網羅的に紹介。あなたの加工現場に最適な切削油はどれでしょうか?
金属加工において焼なまし(焼鈍)は非常に重要な熱処理プロセスです。焼なましとは、金属材料に熱を加えた後、ゆっくりと冷却することで、材料の性質を改善する熱処理方法です。英語では「Annealing(アニーリング)」と呼ばれ、「マルエー」という略称で呼ばれることもあります。
焼なましは、金属を軟化させることを主な目的としていますが、それだけではなく、組織の均質化や内部応力の除去など、様々な効果をもたらします。焼入れが金属を硬くするのに対し、焼なましは金属を柔らかくする処理であり、この点が両者の大きな違いです。
焼なましを行うことで、加工硬化した金属の硬さを下げ、延性や靭性を向上させることができます。また、金属内部の結晶構造が再結晶化することで、組織が均一になるという効果もあります。これにより、その後の加工がしやすくなり、加工不良も防ぐことができます。
焼なましは目的や材質によって最適な方法が異なるため、適切な種類を選択することが重要です。それでは、主な焼なましの種類とその特徴について詳しく見ていきましょう。
完全焼なましは、最も一般的な焼なまし処理で、単に「焼なまし」と言えばこの完全焼なましを指すことが多いです。この処理は、金属の内部結晶粒度を揃えて均質にすることを目的としています。
完全焼なましの処理方法は、鋼材をオーステナイト化温度(A3変態点またはAcm変態点)よりも30〜50℃高い温度まで加熱し、一定時間保持した後、ゆっくりと炉内で冷却します。通常、約500℃付近まで炉冷した後、空冷します。
この処理により、鋼の組織は均一なフェライトとパーライトの混合組織となり、硬さが低下して加工性が向上します。完全焼なましは、冷間鍛造や引き抜き加工、切削加工前の前処理としてよく用いられます。
完全焼なましの主な効果。
完全焼なましは時間がかかるプロセスですが、金属の性質を根本から改善するため、重要な加工前の準備工程として位置づけられています。特に高炭素鋼や合金鋼において、その効果は顕著です。
球状化焼なましは、主に高炭素鋼や合金鋼に適用される熱処理方法で、セメンタイト(Fe3C)を球状化させることを目的としています。通常、セメンタイトは薄板状の層をなしていますが、球状化焼なましによって均一な球状に変化します。
球状化焼なましの処理方法には、いくつかのバリエーションがあります。
球状化焼なましを行うと、延性や靭性が大幅に改善され、冷間加工性や切削性が向上します。特に工具鋼や軸受鋼では、球状化焼なましは必須の処理とされており、これらの鋼材は通常、球状化焼なまし済みの状態で販売されています。
球状化焼なましの主な効果。
工具鋼や軸受鋼などの高炭素鋼では、球状化焼なましを行わないと、その後の加工が非常に困難になります。また、軸受鋼の場合、球状化焼なましは焼入れ・焼戻し後の硬さと組織を安定させ、ベアリングの性能を向上させる効果もあります。
応力除去焼なましは、鍛造、鋳造、圧延、引き抜き、機械加工、溶接などの加工プロセスで発生した残留応力を除去するための熱処理です。「SR(Stress Relief)」や「ストレスリリース」とも呼ばれます。
応力除去焼なましは、比較的低温(通常550〜650℃)で行われ、材料の結晶構造や機械的性質を大きく変えることなく、内部応力のみを取り除くことができます。この温度範囲では、つぶされた結晶が再編成(再結晶)されて軟らかくなります。
処理方法は、材質や目的に応じて異なりますが、一般的には対象物を所定の温度まで加熱し、一定時間保持した後、ゆっくりと冷却します。焼入れ・焼戻しをした材料の場合は、焼戻し温度よりも20℃低い温度で処理するのが一般的です。
応力除去焼なましの主な効果。
応力除去焼なましは、精密部品や溶接構造物において特に重要です。残留応力が除去されていないと、使用中に突然変形したり、割れが発生したりする可能性があります。また、精密加工を行う前の予備処理としても有効です。
処理温度が高いほど応力除去効果は高まりますが、製品の形状によっては高温処理で変形するリスクがあるため、適切な温度設定が重要です。
拡散焼なましは、金属内部の不均一な組成や偏析を均質化するために行われる高温の熱処理です。「ソーキング」とも呼ばれ、他の焼なまし処理と比較して非常に高温(融点直下)で行われるのが特徴です。
凝固した状態の金属は、組織が不均一になっていることが多く、内部応力による歪みが生じていることもあります。拡散焼なましでは、素材を高温に加熱することで金属原子を拡散させ、素材全体の組織を均一化して内部応力や歪みを除去します。
拡散焼なましの処理温度は非常に高く、材料の融点直下まで加熱するため、原子の移動が活発になり、合金元素や不純物の偏析が解消されます。これにより、その後の熱処理や加工における性能のばらつきを防ぐことができます。
拡散焼なましの主な効果。
拡散焼なましは、特に鋳造材や大型鍛造品、高合金鋼などで重要です。これらの材料は凝固過程で偏析が生じやすく、その後の加工や熱処理に悪影響を及ぼす可能性があります。拡散焼なましを行うことで、材料の性質を均一化し、製品品質の安定化につながります。
焼なましと焼ならしは、どちらも金属の熱処理方法ですが、目的や処理方法に違いがあります。両者の違いを理解し、適切に使い分けることが重要です。
焼ならしは、不均質になった組織を均一化するために行う熱処理で、オーステナイト化温度以上に加熱した後、空冷することが特徴です。一方、焼なましは組織の均一化に加えて、組織を軟化させることを目的としており、加熱後はゆっくりと冷却(炉冷)します。
焼ならしと焼なましの主な違い。
| 項目 | 焼なまし | 焼ならし |
|---|---|---|
| 目的 | 軟化、均質化、応力除去 | 主に組織の均質化、結晶粒の微細化 |
| 冷却方法 | 炉冷(ゆっくり) | 空冷(比較的速い) |
| 得られる組織 | 軟らかい平衡組織 | やや硬い微細組織 |
| 加工性 | 非常に良好 | 焼なましよりやや劣る |
| 処理時間 | 長い | 比較的短い |
1000℃以上の熱間鍛造された鋼は、結晶粒が粗大化して組織が不均一になりますが、焼ならしを行うことで結晶粒が微細化され、均一な組織が得られます。焼ならしは焼なましほど軟化しないため、ある程度の強度を維持したまま組織を均質化したい場合に適しています。
また、球状化焼なましの前処理として焼ならしを行うことで、より均一な球状化組織を得ることができます。このように、焼なましと焼ならしは相補的な関係にあり、目的に応じて使い分けることが重要です。
焼なましと焼ならしの使い分けのポイント。
適切な熱処理方法を選択することで、金属材料の性能を最大限に引き出すことができます。
焼なましの種類は多岐にわたりますが、産業や用途によって最適な焼なまし方法は異なります。ここでは、主要な産業分野における焼なましの活用法について解説します。
自動車産業での活用
自動車部品製造では、様々な種類の焼なましが使用されています。エンジン部品やトランスミッション部品には、加工性向上のための完全焼なましや球状化焼なましが適用されます。特に高炭素鋼を使用するギア類では、切削加工前に球状化焼なましを行うことで、加工精度の向上と工具寿命の延長が図られています。
また、プレス成形されるボディパネルには、低温焼なましによる加工硬化の除去が行われ、成形性が向上します。溶接構造物には応力除去焼なましが適用され、溶接歪みの防止や寸法安定性の確保に役立っています。
精密機械産業での活用
精密機械部品では、寸法精度が極めて重要です。そのため、加工後の応力除去焼なましが頻繁に行われます。特に複雑な形状の部品や、高精度が要求される部品では、加工途中にも応力除去焼なましを行うことがあります。
また、時計部品やカメラ部品などの小型精密部品では、光輝焼なまし(保護ガス中や真空中で行う酸化を防止した焼なまし)が用いられ、表面品質を維持しながら内部応力を除去します。
工具・金型産業での活用
工具鋼や金型材料では、球状化焼なましが非常に重要です。これらの材料は高炭素・高合金であることが多く、適切な球状化焼なましを行わないと、加工が困難になるだけでなく、その後の熱処理でも問題が生じる可能性があります。
金型製造プロセスでは、荒加工後に応力除去焼なましを行い、その後の精密加工での寸法変化を最小限に抑えるという手順が一般的です。また、大型金型では、拡散焼なましによる組織の均質化も重要な役割を果たします。
電子部品産業での活用
電子部品用の金属材料では、特殊な焼なまし処理が行われることがあります。例えば、磁性材料では磁気特性を最適化するための磁気焼なまし、半導体リードフレーム材では導電性を向上させるための再結晶焼なましなどが適用されます。
また、微細な電子部品では、水素雰囲気中での焼なましにより、表面の清浄化と同時に内部応力の除去が行われることもあります。
産業別の焼なまし選択ポイント。
各産業の特性や要求に合わせて最適な焼なまし方法を選択することで、製品品質の向上とコスト削減の両立が可能になります。
日本熱処理技術協会の熱処理ガイドブック - 産業別の熱処理技術について詳しい情報が掲載されています
焼なまし処理は高温で長時間行われることが多く、エネルギー消費量が大きいため、環境負荷の観点からも最適化が求められています。近年、各種焼なまし処理の環境負荷低減と省エネルギー化が進んでいます。
従来の焼なまし処理の環境課題
従来の焼なまし処理、特に完全焼なましや球状化焼なましは、高温で長時間の加熱と冷却を必要とするため、エネルギー消費量が非常に大きいという課題があります。また、加熱時に発生する酸化スケールの処理や、保護ガスとして使用される窒素・アルゴンなどのガス消費も環境負荷となっています。
省エネルギー型焼なまし技術
最近では、様々な省エネルギー型の焼なまし技術が開発・実用化されています。
焼なまし種類別の環境負荷比較
| 焼なまし種類 | エネルギー消費 | 処理時間 | CO2排出量 | 省エネ技術の適用性 |
|---|---|---|---|---|
| 完全焼なまし | 非常に高い | 長い | 多い | 中程度 |
| 球状化焼なまし | 非常に高い | 非常に長い | 非常に多い | 難しい |
| 応力除去焼なまし | 中程度 | 比較的短い | 中程度 | 容易 |
| 拡散焼なまし | 高い | 長い | 多い | 中程度 |
| 低温焼なまし | 低い | 短い | 少ない | 非常に容易 |
環境に配慮した焼なまし処理の選択
環境負荷を考慮した焼なまし処理の選択ポイント。
例えば、完全焼なましが必要ない場合は、より低温・短時間で済む応力除去焼なましや低温焼なましを選択することで、環境負荷を大幅に削減できます。また、球状化焼なましが必要な場合でも、等温変態法など、より効率的な処理方法を選択することが重要です。